Generating Rotational Force
Rotational force generation is based on the interaction between the rotor and stator magnetic fields. When induced current is generated in the rotor conductor, a magnetic field is formed which interacts with the rotating magnetic field generated by the stator to generate torque. A 50 kW-rated induction motor has a rated output torque of about 318 Nm.
The magnitude of rotational force is thus proportional to slip. Rotor speed at a synchronous speed of 1500 rpm is 1450 rpm and therefore the slip is 3.3% whereas torque and efficiency are maximum under the slip conditions less than 5% and, consequently, more than 90% efficiency of the motor at full load is achievable.
Standard industrial induction motors use an air gap flux density of between 1.2 and 1.8 Tesla. The higher the flux density, the better the torque output. The stator and rotor in induction motors normally use high magnetic permeability silicon steel sheet. Magnetic permeability for a silicon steel sheet is three to five times higher compared to ordinary steel, thereby allowing a torque increase of 15% to 20%.
An induction motor designed properly can have fluctuations of no more than ±2%. Therefore, the induction motors find very special application to high-speed drives with high precision and stability in operation, like textile machinery or machine tools.
Usually, a four-pole motor contains 24 to 48 rotor slots. A different slot design largely affects torque output and running smoothness. The stepped or wavy slot design on rotors could more than 10% improve torque output with reduced electromagnetic noise.
It normally lies in the range from 0.5 to 2 mm. If the air gap is too big, the magnetic field strength will be weakened and the torque will decrease; if the air gap is too small, there may be an increase in mechanical losses and heating problems. For modern induction motors, the error allowed in the air gap can be controlled within 0.1 mm, and such precision in manufacturing greatly enhances the performance and reliability of the motor.
At full load, the induction motors develop the maximum torque output efficiency, which can be as high as more than 95%, while at light loads the efficiency falls to 60% to 70%. A 100 kW rated motor has an efficiency of about 75% at 50% load.
At 75 kW induction motor, the copper and iron losses are each about 40% of the total losses. Losses can be more than 15% lower with reduced resistivity conductors like copper and high permeability stator cores.
As, for example, for every 100 kW output of the induction motor develops maximum of 10,000 kcal/hr. of heat and according to latest methods of cooling, rise in temperature may be restricted below 80° C which adds over 20% to a motor’s life time.
Rotor Rotation
The principle of rotor rotation is based on the interaction between a rotating magnetic field created by the stator and the current induced in the rotor. The average speed of the rotor for induction motors of 100 kW rating is nearly equal to the synchronous speed, such as 1500 rpm, but for real applications this is usually between 1440 to 1490 rpm.
The slip is normally small at light loads, less than 2% and increases to 3% to 5% at full load. When the power frequency is 50 Hz, the synchronous speed of a four-pole induction motor is 1500 rpm and the actual rotor speed at full load slip is 1440 rpm for 4%.
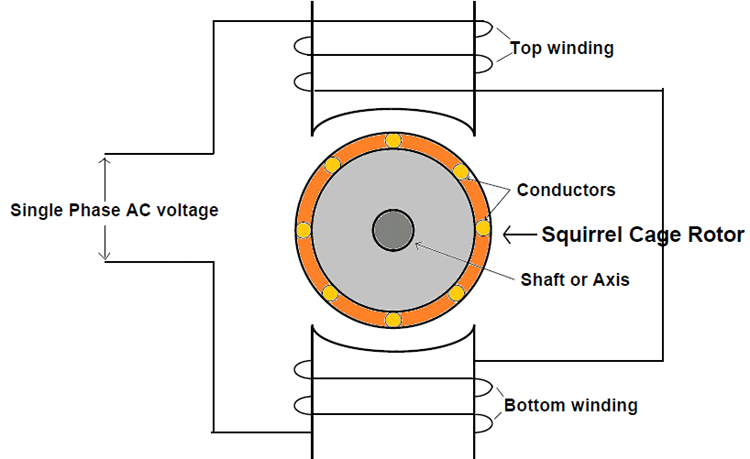
Most induction motors use the cage rotor structure. The conductors of the standard rotor are mostly made of copper or aluminum. The diameter of each conductor is usually between 8 and 15 mm. Two end rings connect the conductors to form a closed loop. The damage rate of copper rotors in high-speed operation is more than 20% lower than that of aluminum rotors, but the cost is correspondingly higher.
The vibration frequency of industrial induction motors is usually concentrated in the range of 25 to 100 Hz, and the amplitude can reach 0.1 mm to 0.5 mm. Some high-end motors have greatly improved operating stability by using more precise dynamic balancing technology and high-strength bearings to reduce the amplitude to less than 0.05 mm.
The air gap is usually between 0.5 and 2 mm, and even an error of 0.1 mm can give unstable rotation or reduced efficiency. For an induction motor rated at 200 kW, increasing the air gap by 0.2 mm could drop the torque output by more than 10% while increasing the current fluctuations and heat losses.
At full load, the rotor current and magnetic field strength will increase significantly. For example, a 50 kW induction motor has an output torque of 318 Nm at full load but only about 150 Nm at light load.
In the induction motor running at 100 kW, its rotor can generate 8000 to 10,000 kcal of heat per hour. Most of the modern induction motors adopt a forced air cooling or water cooling system that controls the temperature rise of the rotor surface to less than 80 degrees Celsius.
The rotor acceleration time of a 75 kW induction motor is usually between 2 and 4 seconds according to the load inertia and the design of the motor. Later, engineers developed vector control technology that can shorten the time to 1.5 seconds with improved starting torque and control accuracy.
As the power frequency is reduced, the synchronous speed of the rotating magnetic field is lowered, and the rotor speed follows the reduction. A two-pole induction motor has a synchronous speed of 3600 rpm at 60 Hz and 3000 rpm at 50 Hz.

Speed Adjustment
It normally occurs through the variation of power frequency, slip, and the number of motor pole pairs. A 50 kW induction motor operating at a power frequency of 50 Hz has a synchronous speed of 1500 rpm. Increasing the frequency to 60 Hz increases the synchronous speed to 1800 rpm.
The essence of variable frequency speed regulation technology is to change the input frequency of the motor by using a frequency converter while keeping the ratio of voltage to frequency constant. One induction motor for industrial use has an input voltage of 400 volts and a frequency of 50 Hz. When the frequency is lowered to 25 Hz, the voltage should be reduced to 200 volts accordingly. This control method can extend the range of speed adjustment to 10% – 100% of the rated speed.
Under light load conditions, the slip of the induction motor is usually less than 2%, and the speed is close to the synchronous speed; at full load, the slip may increase to about 5%, thus reducing the speed. An induction motor with a synchronous speed of 1500 rpm has an actual speed of 1425 rpm when the slip is 5%.
Synchronous speed is inversely proportional to the number of pole pairs. Increasing the number of pole pairs reduces the synchronous speed. Thus, for a given power supply frequency of 50 Hz, a two-pole motor has a synchronous speed of 3000 rpm, a four-pole motor has 1500 rpm, and a six-pole motor has it down to 1000 rpm.
In variable frequency speed regulation, the efficiency is usually maintained above 90% within the rated speed range, but when the speed is reduced to less than 50% of the rated value, the efficiency may drop to 70% to 80%. A 100-kilowatt induction motor may increase its energy consumption by 15% to 20% when the speed is reduced to half of the rated value.
The temperature rise in the stator of a 75-kW induction motor can be in excess of 100°C at low speeds. Most modern motors, however, are provided with separate cooling systems, such as forced ventilation or even liquid cooling, that limit the temperature rise to less than 80°C.
Engineers introduced vector control technology. Compared to the traditional scalar control, vector control can dynamically adjust the input current and voltage by real-time monitoring of the flux and torque changes of the motor rotor to control the speed fluctuation within ±1%.
The price of the inverter usually accounts for 30% to 50% of the total cost of the induction motor. The inverter cost of a 100-kW motor is about RMB 20,000 to 50,000. The payback period of the variable frequency speed regulation system is usually within 2 to 3 years.
Maintaining Stable Operation
In it, stable operation is ensured through optimization of electromagnetic performance, precision in mechanical design, and proper management of the heat dissipation system. For industrial-grade induction motors, their normal operating life usually goes up to 15 to 20 years, while less than 1% of induction motors fail every year in good conditions.
The typical air gap for a normal industrial motor ranges from 0.5 to 2 mm. If the error in the air gap is more than 0.1 mm, it will create an uneven magnetic field that will consequently provide torque fluctuation with reduced efficiency. Keeping the air gap error within 0.05 mm improves efficiency by 3% to 5%.
A 75 kW induction motor may lose from 15% to 20% output power when the voltage drops by 10%. The modern induction motor is normally fitted with voltage regulators and a frequency control system that can reduce the impact of voltage fluctuations to less than 5%.
The vibration frequency of industrial motors ranges from 25 to 100 Hz, and failure to control the same in time might cause bearing wear, rotor imbalance, and other troubles. By use of high precision bearings and dynamic balancing technology, the amplitude of induction motors could be reduced less than 0.02 mm.
While a 100 kW induction motor operates, it produces 10,000 kcal/h of heat. Today, the motors are usually cooled by forced air or water and their temperature rise is possible to be controlled within 80 degrees Celsius.
The most efficient and stable torque output is usually in the range of 90%-95% under full load; for the light load operation, the slip is small, hence efficiency can be as low as 70%-80%. By properly optimizing the design of the motor and load matching, more than 10% improvement in operating efficiency can be expected by the engineers.
It causes electromagnetic interference with induction motors, particularly under high frequency conditions, to the control systems and monitoring equipment. There are induction motors that are high-end with a low-noise cable design and shielding technology, which have been introduced to reduce electromagnetic interference by over 15%.
Motor bearings are very crucial during operation, and their friction and wear should be reduced by lubrication frequently. In this regard, properly lubricated induction motors can increase the life of the bearing by more than 30%, whereas defects in lubrication can increase the temperature of the bearing up to 120 degrees Celsius, which enhances the possibility of failure considerably.